会員様メニュー
Japanese
Japanese
English
サイトマップ
サイト内検索
企業情報
ごあいさつ
経営方針・ガバナンス
会社概要・事業内容
会社沿革
組織図
事業所一覧
コンプライアンスについて
グループ会社
製品情報
技術情報
タングステン講座
日タン製品製法レポート
ニッタン技報
Nippon Tungsten Review
タングステンの粉体粉末冶金用語辞典
超硬合金粉末冶金用語辞典
ライブラリー
サステナビリティ
トップメッセージ
成功の柱(カーボンマイナスへの挑戦)
成功の柱(枯渇リスクの高い資源の有効活用)
成功の柱(提供価値の転換と新たな価値の創出)
成功の柱(働きがいと創造力のスパイラルアップ)
成功の柱(リアルとデジタルの融合)
IR情報
決算短信
有価証券報告書等
コーポレート・ガバナンス報告書
IR説明会資料
意style(株主通信)
会社案内
連結財務ハイライト
株主総会
配当方針・配当金
株式事務手続のご案内
株価情報
法定公告
採用情報
お問い合わせ
製品及び技術に関するお問い合わせ
IR情報に関するお問い合わせ
グリーン調達ガイドラインに関するお問い合わせ
その他のお問い合わせ
トップページ
>
技術情報
>
ニッタン技報
>
第35号 高密度タングステン合金『ヘビーアロイ』
> 精密加工について
第35号 高密度タングステン合金『ヘビーアロイ』
精密加工について
1.はじめに
セラミックス、超硬合金は、耐熱性、耐磨耗性などすぐれた性質から、機械構造用部品をはじめ、さまざまな分野で使用されています。これら部品は、用途の広がりとともに、複雑形状、高精度な寸法、面性状への要求が高まっています。このような要求に答えるため、弊社では材料特性の向上を【進めるとともに、精密加工に取り組んでおります。以下に、精密加工の事例をご紹介いたします。
2.精密加工事例
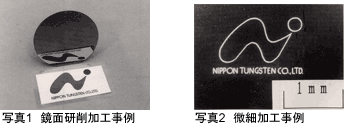
2-1 鏡面研削加工
セラミックス、超硬合金の加工は、通常のダイヤモンドによる研削、ラッピングが主体です。例えばセラミックスで鏡面(面粗度Rmax×0.1μm以下)を得ようとすると、通常ラッピングで、ダイヤモンドの粒度を段階的に変えて加工を行います。ただラッピング加工は、一般に形状精度の保持が難しく、加工能率が低いものです。そこでダイヤ砥石による鏡面研削加工を行いました。鏡面加工を行うには、従来の脆性破壊による研削加工ではなく、サブミクロンの微少切り込みを行い、塑性変形に近い形での材料除去を行うことが重要です。そのためには微少な砥粒を使用して、研削加工圧を小さくし、ラッピングに近い状態で研削加工を行います。
(1)平面加工
立型の平面研削盤使用して、各種セラミックスの研削を行いました。図1に、砥粒径と加工面の面粗さ(クリステップによる測定)の関係を示します。砥粒径が小さくなると面粗さは急激に小さくなります。SiC(CVD),AL3O-TiC、バインダレス超硬の材料では#8000砥石での加工で、光学的面(Rmax10nm以下)が得られます。(写真1参照)
このような鏡面を得るためには、材料特性が非常に重要です。まず材料に微細な気孔等の欠陥がないこと、また結晶粒が均一で小さいことが必要です。
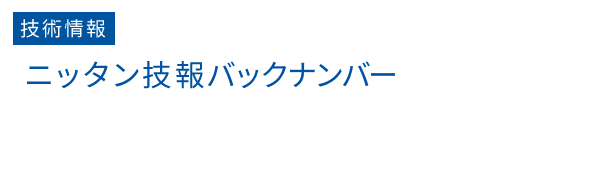
2-2レーザー加工による微細加工
微細加工の一例として、レーザー加工による溝加工例(材料AL3O-TiC)を示します。(写真2参照)弊社名の文字は、大きさ約0.1mmで線幅約20μmの溝で加工したものです。このようなマーキングをはじめ、微細な溝加工、穴加工が、セラミックス、超硬合金他に、簡単に能率よくできます。特に導電性のない材料の加工で有効といえます。
セラミックス、超硬合金の加工事例をご紹介しましたが、私どもは今後も新材料に精密加工を付加し、高品質な製品を提供していきたいと考えております。
(研究開発センター:山崎)
大型製品の紹介
耐摩耗材の腐食特性
ニッタン技報
第48号 超硬異材、セラミックの接合
第47号 緻密化応用技術
第46号 LED用機能性無機塗料
第44号 超硬長尺製品
第43号 多孔質セラミックサクションロール
第42号 放電加工用電極C-EDM
第41号 タングステン/モリブデン系抵抗溶接電極
第40号 ガラスレンズ成型用金型材料
第39号 超硬合金長尺製品
第38号 極小タングステンリボン
第37号 金型用セラミック NPZ-28
第36号 タングステン/モリブデン系抵抗溶接電極
第35号 高密度タングステン合金『ヘビーアロイ』
第34号 高品位緻密質ファインセラミック基板
第33号 セラミックの材料特性
第32号 NTダイカッター
第31号 耐食耐摩材料『TX-1』
第30号 セラミックの電気特性
第29号 タングステン系放電加工用小径電極
第28号 セラミック実装用ツール
材種別技術レポート
日本タングステンへのお問い合わせはこちら
お問い合わせフォーム
お電話、FAXでのお問い合わせ
お電話・FAXのお客様は
お近くの営業事務所へ
お問い合わせください。
東京事務所
TEL 03-5244-9266
/
FAX 03-5244-9267
刈谷事務所
TEL 0566-45-5333
/
FAX 0566-45-5334
大阪事務所
TEL 06-6152-8577
/
FAX 06-6152-8614
基山事務所
TEL 0942-81-7760
/
FAX 0942-81-7712
TEL 0942-50-0050
/
FAX 0942-81-7713
お問い合わせ
フォーム
お電話・FAXで
のお問い合わせ